2.2 微滤膜材料及膜过滤器
2.2.1 微滤膜材料
微滤膜的材料,主要有六类,见表2-2。
表2-2 微滤膜制备所用主要材料

2.2.2 微滤膜的制备方法
微滤膜制备方法有烧结法、核径迹刻蚀法、拉伸法、相转化法、聚合物抽提法、溶出法等,其中相转化法和拉伸法是主要的制备微滤膜的方法。本章重点介绍拉伸法制膜,相转化制膜方法见第3章超滤。
(1)熔融-拉伸法
熔融-拉伸法是采用半结晶高聚物如聚丙烯(PP)、聚乙烯(PE)、聚四氟乙烯(PTFE)等材料制备微滤膜的一种方法。该方法首先在熔融态挤出和牵伸聚合物,以使聚合物内获得高度取向排列的结晶结构;然后在低于熔点的温度下对聚合物进行热处理,以进一步完善其结晶形态;最后沿聚合物的挤出方向对其进行拉伸,使聚合物内部结晶结构产生分离和破坏,形成微裂纹,从而得到多孔结构。其制备工艺流程如图2-11所示。

图2-11 熔融-拉伸法制备微滤膜的工艺流程示意图
熔融-拉伸法制膜工艺条件对膜孔结构的影响见表2-3所示。
表2-3 影响膜孔结构的中空纤维微滤膜制备工艺条件

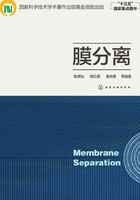
现以聚乙烯(PE)材料的熔融纺丝-拉伸工艺为例来讨论制膜各主要因素的影响。清华大学郭红霞、刘峙岳等的研究表明,该工艺的核心是制备具有硬弹性的初生纤维,然后对初生纤维进行拉伸,使膜表面及断面产生微孔结构。硬弹性聚乙烯材料的初生纤维是在应力场下使聚乙烯熔体取向结晶,形成垂直于应力方向平行排列的片晶结构而获得的。初生纤维的弹性回复率是膜成孔的关键因素。图2-12是不同弹性回复率的初生纤维外表面的扫描电镜照片。由图可以观测到不同弹性回复率的初生纤维膜样品的结构状态。图中,低弹性回复率样品(71%)表面的平行片晶结构不是十分明显,而高弹性回复率样品(85%)的表面则呈现清晰和规则的结晶结构。高弹性回复率样品内的结晶呈串晶状,即在与挤出方向平行的方向上,受到应力场作用,形成分子链伸展的纤维晶,而以纤维晶为中心线,在其周围附生着相互平行排列的片晶结构。这一结晶结构是初生纤维硬弹性及后续拉伸成孔的结构基础。

图2-12 不同弹性回复率的初生纤维外表面的结构图
聚乙烯微滤膜熔融纺丝-拉伸工艺条件对膜结构的影响如下。
①原料的熔融指数 原料的熔融指数越低,所得聚乙烯中空纤维的弹性回复率越高,在同样拉伸比及纺丝温度下,熔融指数越低,其对应的纺丝应力越高。但是原料的熔融指数过低,分子量过大,熔体黏度太高,挤出的难度会增加。实验表明,采用熔融指数为2~3 的树脂较好。
②纺丝温度的影响 由于高密度PE的熔点为130℃,实验的纺丝温度范围为150~210℃。如图2-13所示,当纺丝温度为200℃时,熔体的温度较高,黏度较低,纺丝熔体内部的应力较小,初生纤维的弹性回复率较低,不易形成垂直于挤出方向而平行排列的结晶结构,拉伸难于成孔。随着聚乙烯熔体的温度降低、黏度上升,纺丝时熔体内部应力增大,结晶时易于形成垂直于挤出方向平行排列的片晶结构,初生纤维的硬弹性较好,拉伸时形成的微孔数量多,孔隙率大。研究表明纺丝温度在176℃左右较为适宜。

图2-13 不同纺丝温度下膜孔结构变化
③纺丝牵伸比的影响 当纺丝牵伸比较低时,随着该比值的增大,熔体中分子链在较高的纺丝应力作用下更易形成垂直于挤出方向平行排列的片晶结构,拉伸时形成的微孔孔径增大,微孔数量增多,孔隙率增大。但是纺丝牵伸比过大时,初生纤维形成的取向晶核数达到饱和,在拉伸应力作用下,分子链将重新取向排列,微孔发生闭合,导致孔隙率下降(见图2-14)。

图2-14 不同纺丝牵伸比下膜孔结构变化
④热处理时间的影响 取弹性回复率为80%的初生纤维,在110℃的温度下分别热处理30min、60min、90min 和120min,测量热处理后中空纤维的弹性回复率,所得结果绘于图2-15,其中0min 对应的弹性回复率为未经热处理的初生纤维的弹性回复率。从图中可以看出,随着热处理时间的延长,热处理后中空纤维的弹性回复率不断增加。这说明对于相同的聚乙烯分子链段运动剧烈程度(热处理温度相同),长的热处理时间有助于聚乙烯分子链段运动达到热力学平衡状态,从而消除体系的内应力并形成完善结晶结构。但是从图中可以看到,初生纤维的弹性回复率在经过30min 的热处理后即趋于比较稳定的状态,因此选取30min 作为热处理时间。

图2-15 热处理时间对初生纤维硬弹性的影响
⑤热处理温度的影响 弹性回复率为80%的初生纤维,在80℃、95℃、110℃和125℃下热处理30min后中空纤维的弹性回复率变化见图2-16,其中20℃对应的弹性回复率为未经热处理的初生纤维的弹性回复率。研究表明,随着热处理温度的升高,热处理后中空纤维的弹性回复率在不断增加。这是因为温度决定着初生纤维内部聚乙烯分子链段运动的剧烈程度,温度越高,聚乙烯分子链段的运动越剧烈,越有利于初生纤维内部结晶结构的完善和应力的消除,因此,热处理温度越高,处理后中空纤维的硬弹性就越好。

图2-16 热处理温度对初生纤维硬弹性的影响
⑥拉伸温度的影响 初生纤维的弹性回复率为91%,分别在70℃、80℃、90℃和100℃下拉伸至2.95 倍,以考察拉伸温度对所制备的中空纤维微滤膜孔结构的影响。研究表明:随着拉伸温度的升高,所得中空纤维微滤膜的孔径和孔隙率都在不断增加,而且膜的孔径随拉伸温度的升高增加明显,温度70℃下拉伸膜孔径不足0.08μm,温度100℃下拉伸膜孔径接近0.30μm。这一结论也被中空纤维微孔膜的扫描电镜照片所证实,见图2-17。拉伸温度对所得中空纤维微孔膜的孔结构有显著的影响,是因为硬弹性聚乙烯材料的拉伸过程是其堆积层片晶结构逐渐分离的过程,拉伸温度高时,聚乙烯分子链段活动速度快,有利于片晶结构的分离,所以拉伸至相同倍数时,高的拉伸温度可以形成高的孔隙率和大的开孔。

图2-17 不同拉伸温度所得中空纤维微孔膜的扫描电镜照片
⑦拉伸倍数的影响 初生纤维的弹性回复率为91%,在100℃下分别拉伸1.71倍、2.18倍、2.56倍和2.95倍,研究表明:随着拉伸倍数的增加,所得中空纤维微孔膜的孔径和孔隙率在不断增加。图2-18是不同拉伸倍数下获得的中空纤维微孔膜的扫描电镜照片中也可以看出。

图2-18 不同拉伸倍数所得中空纤维微孔膜的扫描电镜照片
用熔融纺丝-拉伸工艺制备的PE微滤膜强度高、耐腐蚀、不含任何添加剂、价格低廉、制膜过程中没有废气废水排放,是一种环境友好的膜产品。
(2)烧结法
烧结法是一种简单的制备多孔膜的方法,既可以用来制备有机膜,也可以用来制备无机膜。该方法是将一定大小的粉状聚合物颗粒或无机粉体压制成型后,在高温下烧结,得到微孔膜。例如,将聚合物颗粒在加热过程中,通过控制温度及压力,使粉粒间的表面熔融但并不全熔,从而相互黏结形成多孔的薄层或块状物,再进行机械加工成为滤膜。该膜孔径的大小主要由原料粉体粒度及温度来控制。在烧结过程中,由于表面熔融,颗粒又互相集聚,因而使空隙变得紧密。烧结温度取决于所用的材料,对于相对分子质量大或不加增塑剂的聚合物,烧结温度一般较高。所制得的膜孔大小及分布取决于粉末颗粒的大小及分布。
一般颗粒愈小,所形成的膜孔愈小;颗粒粒径分布愈窄,所形成的膜孔径分布愈窄。例如,40~200目的低压聚乙烯(PE)粉末烧结而成的PE管式烧结微滤膜,可作为一种新型表层过滤技术。该法除使用单一的成膜材料外,还可在烧结材料中混入另一种不相融合的材料,待烧结完毕后再用溶剂萃取除去,此法多用于聚乙烯和聚四氟乙烯等膜材料。
对于那些具有较好的化学和热稳定性,同时又难以找到合适的溶剂使之溶解的物质,烧结法是很好的制膜方法。烧结法制得的膜孔径大约为0.1~10μm,膜的孔隙率较低,多在10%~20%。
烧结法也用于制备无机材料的微滤膜,该法是将一定细度的无机粉料分散在溶剂中,加入适量无机黏结剂、塑化剂组分制成悬浮液,然后成型制得由湿粉堆积的膜层,经干燥和高温焙烧,形成多孔无机陶瓷微滤膜,所烧制的陶瓷膜孔径范围在0.1~10μm。目前开发的商品化微孔膜主要有氧化铝、氧化钛、氧化锆膜等。
(3)径迹蚀刻法
径迹蚀刻法制膜,主要包括两个步骤:首先是使膜或薄片(通常是聚碳酸酯或聚酯,厚度约为5~15μm) 接受垂直于表面的高能粒子辐射,这时,聚合物(本体)在辐射粒子的作用下形成径迹,然后浸入合适浓度的化学刻蚀剂(多为酸或碱溶液)中,在适当温度下处理一定的时间,径迹处的聚合物材料被腐蚀掉,从而得到具有孔径分布很窄的均匀圆柱形孔。径迹的深度与制膜材料及辐射源有关,对聚碳酸酯膜来说,锎-252的裂变碎片所造成的径迹,最大深度为20μm,而铀-235的径迹只能渗入10~12μm,除非用重粒子加速器,才能再增加其穿透深度。使用该方法制得膜的孔隙率主要取决于辐射时间,而孔径由浸蚀时间决定。由于裂变碎片不规则的冲击,有些孔可能被击穿,有些孔则会互相重叠。孔隙率愈大,重叠的机会也愈多。加强辐照程度可使孔密度增加,但辐照过度时,就会使膜的脆性增大,并带有辐射性。
美国商品Nuclepore和清华大学的核孔膜,即属此类产品。用这种方法制备的一种商业产品为Nuclepore径迹刻蚀膜,其孔径约为0.2μm,主要用于电子工业超纯水制备、医药产品的无菌控制、生物科学研究、酿造行业最终去除酵母等。
(4)聚合物抽提刻蚀法
这种方法是将聚合物与成孔剂混合后得到微相分离体系,然后用溶剂提取由成孔剂组成的分散相。抽提后所得孔结构的连贯性由体系的形态和成孔剂的组分决定。Rein等采用这种方法,将制成的苯乙烯-聚甲基丙烯酸甲酯嵌段共聚物(PS-b-PMMA)膜,溶于一种能溶解PMMA但是不溶解PS的溶剂中,得到微孔膜。这种方法制备的微孔膜的孔径大小和分布主要取决于膜的初始形态特征。
(5)溶出法
溶出法是指在制膜基材中混入某些可溶出的高分子材料或其他可溶的溶剂或与水溶性固体细粉混炼,熔融成膜后用水或其他溶剂将可溶性物质溶出,从而形成多孔膜。溶出法在分离膜制备中对于难溶的高分子提供一种制膜技术。这种方法已用于纤维素、聚丙烯酸、聚乙酸乙酯、聚乙烯等有机高分子膜材料制备多孔膜。这类多孔膜的孔隙率和孔径均匀性都较差。
也有将低分子表面活性剂以微胞的形式加到高分子溶液中,待其固化成薄膜后,先在一种流体中溶胀破坏微胞,使成为单独表面活性剂分子,然后再将表面活性剂浸出,形成微孔膜。表面活性剂的用量为10%~200%(以高分子膜材料质量计),膜的孔隙率与表面活性剂的浓度成正比。把200%十二烷基苯磺酸钠加到合适浓度的纤维素黏胶溶液中,得到的微孔膜具有约0.2μm的孔径。
2.2.3 微滤膜过滤器
微滤膜过滤器有平板式、筒式、卷式、管式及中空纤维式等。
(1)平板式微滤膜过滤器
平板式微滤膜过滤器,从结构上可分为单层平板式和多层平板式两种。单层平板式微孔膜过滤器通常采用聚碳酸酯或不锈钢制造,公称直径一般有ϕ13mm、ϕ25mm、ϕ47mm、ϕ90mm、ϕ142mm及ϕ293mm等。该过滤器构造简单,装拆方便,密封性能好,既可抽滤也可压滤,最大承受压力为0.5MPa,主要供实验室少量流体的过滤,多适用于水和空气的超净处理。
对大量液体的过滤可采用多层平板式微孔过滤器。该种过滤器的支撑板材料主要采用不锈钢及工程塑料。为增加滤膜面积,在滤器内将膜多层并联或串联组装,其结构如图2-19所示。

图2-19 平板式微滤膜过滤器结构
1—阀座;2—O形圈;3—阀体;4—外壳O形圈;5—外壳;6—过滤膜;7—支撑网;8—小垫圈;9—支撑板;10—大垫圈;11— 底座O形圈;12—中心轴O形圈;13—底座;14—中心轴;15—支座;16—中心轴螺钉;17—手柄;18—制动螺钉垫圈;19—制动圈;20—螺栓;21—反向垫圈;22—软管接头
(2)筒式微滤膜过滤器
筒式微滤膜过滤器主要由壳体和滤芯构成。壳体材质采用工程塑料或不锈钢。
由于滤芯的结构形式不同,筒式微滤膜过滤器可分为褶叠式、缠绕式及喷熔式等。褶叠筒式微滤膜过滤器,国内外应用较普遍,其特点是单位体积中膜表面积大,装拆及更换滤芯方便,过滤效率高。其滤芯基本结构如图2-20所示。

图2-20 褶叠筒式微滤膜滤芯结构
1—轴芯;2—O形圈;3—垫圈;4—固定材;5—网;6—护罩;7—外层材;8—膜;9—内层材
该种滤器常用于电子工业超纯水制备;制药工业药液及水的过滤;食品工业的饮料、酒类等除菌过滤。
缠绕式和喷熔式两种过滤器均属深度过滤,该类过滤器的优点是纳污量大,价格便宜,但其缺点是过滤阻力大。若将褶叠式与这类滤器结合使用,可达到较好的净化效果与经济效益。
(3)实验室用微滤膜过滤器
该类过滤器多在负压下操作,供实验室少量溶液中去除其中的粒子、细菌,或收集滤膜上沉积物、滤液进行分析。制作滤器的材质多为玻璃、工程塑料及不锈钢等。过滤器结构如图2-21所示。

图2-21 实验室用微滤膜过滤器
1—量杯;2—密封圈;3—多孔板;4—下托;5—硅胶瓶塞;6—三角烧瓶;7—微孔滤膜;8—长柄夹子
(4)针头过滤器
针头过滤器是装在注射针筒和针头之间的一种微型过滤器,以微孔滤膜为过滤介质。针头过滤器可用于少量流体(气、液)的过滤净化,以除去微粒和细菌,或用作细菌、微粒的测定,常用于静脉注射液的无菌处理,操作时以推进注射针筒达到过滤目的。
微滤膜也可做成管式、卷式及中空纤维式膜组件,这些组件的结构形式在后面的章节有介绍,本章不作重复。
2.2.4 国内外微滤膜产品简介
20世纪50年代开发成功的已得到广泛应用的微滤技术,其产品多达500余种。除了我国生产的微滤膜产品外,还有不少国外著名的微滤膜公司在我国销售其产品,例如旭化成、Millipore、Pall、日东电工等。国内外主要的商品膜见表2-4~表2-6。
表2-4 国内主要商品化的微滤膜及生产商

国外微滤膜发展的时间较长,因此制造技术相对较为成熟,其商品简介如表2-5所示。在我国应用较广的微滤膜厂家主要有旭化成、Millipore、日东电工等。
表2-5 国外商品化的微滤膜及生产商


表2-6 日本旭化成和北京赛诺公司中空纤维膜组件产品简介
